|
 |  |  |  |
 | |||
Avanz. e versam. prod. esteso | |||
|
Moduli richiesti: Produzione, Avanzamento Produzione
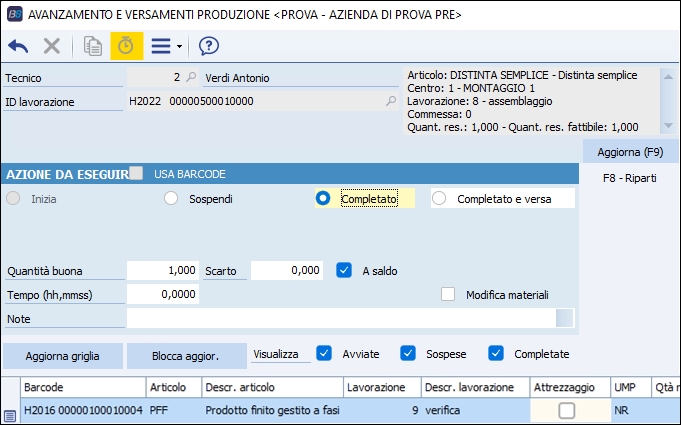
Questo programma permette di dichiarare con lettura ottica (barcode) l'avanzamento di fasi di lavorazione sugli ordini di lavorazione presenti in archivio (soprattutto per lavorazioni interne ma anche per lavorazioni terzisti, ma con alcune limitazioni importanti), nonchè di dichiarare il versamento (a lavorazione avvenuta) a magazzino del risultato (prodotto o semilavorato). Lo scopo finale dell'uso di questo programma è quello di generare uno o più documenti di tipo 'Carico da produzione'. NB: Tale programma non supporta la presenza di note di prelievo che evadono impegni di produzione. L'uso di questo programma è alternativo al programma 'Gestione documenti Lavorazione' (non possono essere usati entrambi in una unica gestione, sulla stessa ditta), mentre può essere utilizzato in alternativa ma anche insieme a Gestione documenti di magazzino per la gestione dei documenti carichi da produzione. Da notare che un carico da produzione eseguito tramite il programma Avanzamento di produzione è modificabile esclusivamente nella parte relativa al consumo di materiale. Per quanto riguarda la quantità prodotta o la sezione relativa alle fasi lavorative la modifica viene negata, per evitare di avere carichi da produzione con dati discordanti da quelli contenuti nell'archivio delle lavorazioni fatte (strisciate). Nel caso in cui un carico da produzione debba essere modificato nelle parti bloccate occorrerà cancellarlo e rifarlo dopo aver apportato le necessarie modifiche alle strisciate dal programma in oggetto. Al momento di effettuare il versamento nel modulo avanzamento e versamento di produzione avanzati, vengono generati invece tanti carichi di produzione per quante sono le righe da versare, un carico per riga. E' possibile per un operaio in supporto, entrare in supporto di qualcuno NON SOLO se la lavorazione è avviata, ma anche se è in stato SOSPESO. In tale modo, (ad esempio alla ripresa di un turno), non è più necessario che riparta con la lavorazione prima il responsabile e poi il supporto, ma può anche accadere il viceversa. D'altra parte diventa possibile per l'operaio responsabile SOSPENDERE una lavorazione anche se i suoi OPERAI IN SUPPORTO stanno ancora lavorando e questo non è più segnalato da un messaggio di avvertimento. Il programma implementa anche la possibilità di sospendere una lavorazione di attrezzaggio.
Il programma permette un uso spinto dei barcode , quindi ha un'interfaccia semplificata con numerose stampe già disponibili con i barcode. Se si desidera usare i barcode basta attivare l'apposita spunta USA BARCODE ed il programma guiderà l'utente con i comandi che di volta in volta può utilizzare.
Numerose stampe già predisposte per i barcode che sono:
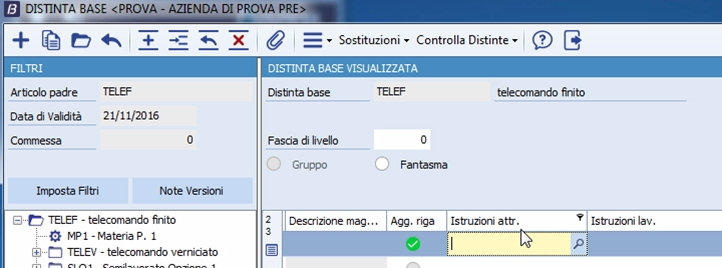
E' possibile gestire l'attrezzaggio e l'esecuzione sulla stessa lavorazione, in questo caso lo zoom e la stampa delle lavorazioni da eseguire mostrerà e stamperà 2 barcode, uno per l'attrezzaggio ed uno per la lavorazione vera e propria. L'attrezzaggio è a quantità uguale a zero e può essere solo SOSPESO, verrà poi versato insieme alla sua lavorazione di esecuzione. Il programma nel caso in cui un tecnico sia marcato come operaio semplice verrà avviato in modalità senza griglia. Se si attiva l'opzione di regsitro BSDBAVEX\Opzioni\UsaCostiEffettiviOperaio nel carico da produzione interno che il programma di avanzamento genera al versamento viene usato il costo effettivo dell'operaio al posto del costo standard del centro di lavoro. Attreverso i pulsanti visualizza note attrezzaggio e lavorazione è possibile visionare eventuali file collegati (.avi, .txt, .doc, ...) impostati nella griglia delle fasi di lavorazione in distinta: istruzioni attrezzaggio e istruzioni lavorazione.
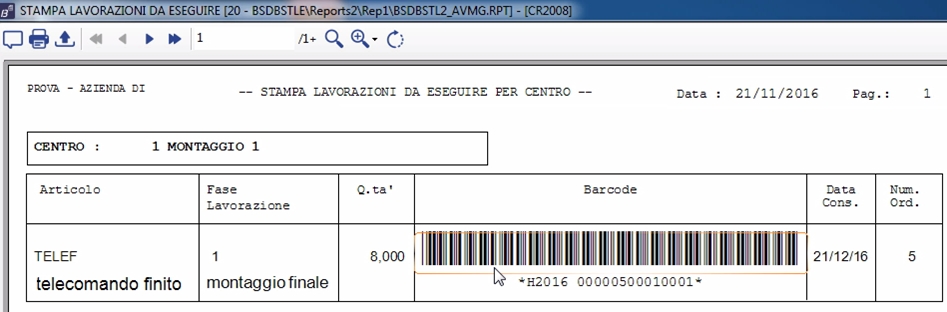
Stessa cosa vale per la voce di toolbar visualizza disegno tecnico che apre il file di disegno tecnico indicato in distinta base. Per utilizzare in modo agevole questa funzione occorre prevedere la stampa di codici a barre identificativi della fase di lavorazione (le lavorazioni collegate) di ciascun ordine di lavorazione. Occorre pertanto che una volta generati gli ordini di produzione, utilizzando il programma 'Stampa lavorazioni da eseguire' (o usando altro programma come per es. stampa brogliaccio ordini) , si proceda alla stampa appunti delle singole fasi/lavorazioni . Occorre a tal scopo un report adeguatamente impostato con la stampa di un campo barcode (es. in formato Code-39 ) che rappresenti la seguente stringa identificativa della fase (20 caratteri in totale):
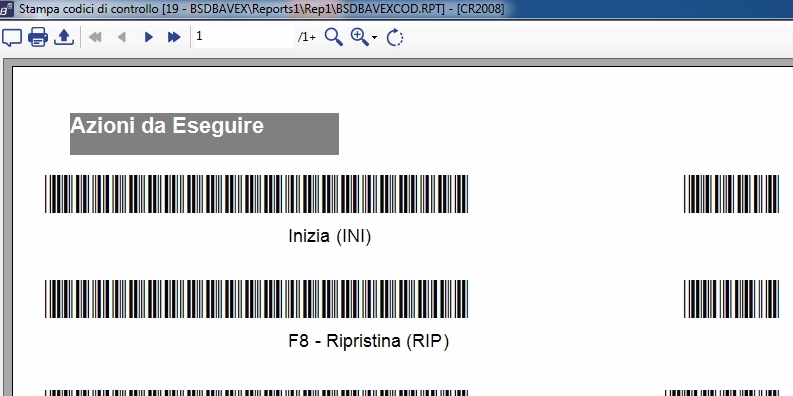
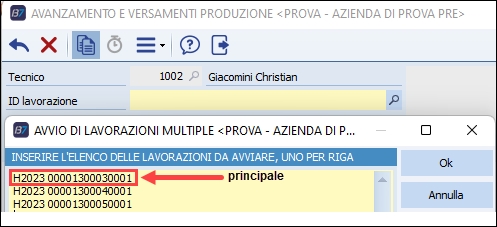
è utile inoltre stampare una serie di codici di controllo con la funzione Report|stampa codici di controllo . la lettura di codici di controllo al momento di operare con questo programma permette di evitare l'uso della tastiera per le funzioni più comuni (come per es. la dichiarazione di fase completata) Non permette invece di evitare la tastiera quando è necessario indicare per es. una quantità prodotta. NB: per stampare i codici controllo occorre prima installare i font Code-39 (che rappresentano i barcode) sul PC ove si richiede la stampa. I codici (barcode) di controllo sono i seguenti (a destra il significato o la corrispondenza con la tastiera) : H1900 00000100010001 : annulla ultimo comando H1900 00000100010002 : F9 = OK/completato H1900 00000100010003 : F7 = Versa H1900 00000100010004 : F11 = Ok+Versa H1900 00000100010005 : F4 = cancella H1900 00000100010006 : F8 = ripristina Il programma opera nel seguente modo: inizialmente l'operatore inserisce il proprio identificativo, quindi imputa il codice a barre identificativo della lavorazione e il centro in cui la lavorazione dovrà essere eseguita (questo ultimo dato per controllare che il centro di lavoro sia effettivamente quello che era stato previsto nell'ordine di produzione per la fase da avanzare. Se si desidera disattivare questo controllo settare l'opzione di registro BSDBAVEX/OPZIONI/ ProponiCentroLavoro = -1). A questo punto il programma si comporta in modo diversificato a seconda dei seguenti casi: l'operatore ha altre lavorazioni in corso: viene dato un messaggio di avviso e non sarà possibile procedere oltre (un operatore può fare una sola cosa alla volta) il sistema riconosce che l'operatore non ha nessuna attività avviata con l'identificato inputato: procederà con l'avvio della lavorazione (verrà abilitata solo l'opzione 'Inizia') il sistema riconosce che l'operatore aveva già una attività con lo stesso identificato in corso: procederà con abilitare i comandi 'sospendi', 'completo' e 'completato + versa': la prima voce permette di sospendere la lavorazione (ad esempio per la pausa pranzo), la seconda voce permette di completare la lavorazione, la terza oltre a rilevare la chiusura della lavorazione provvederà anche ad effettuarne il versamento a magazzino (crea il carico da produzione per la lavorazione completata) Tramite la voce di menu 'Impostazione manuale tempi' è possibile variare il predetto comportamento per fare in modo che anziché eseguire prima l'operazione di start, poi l'operazione di stop, sia possibile con una unica operazione poter indicare la durata totale dell'attività. In questo caso la procedura provvederà ad impostare come data di start e data di stop quella del pc, mentre come durata il tempo indicato In aggiunta a quanto sopra esposto è possibile gestire casi particolari, come l'avvio di lavorazioni multiple o l'operaio di supporto. LAVORAZIONI MULTIPLE
OPERAIO DI SUPPORTO L'operaio di supporto serve per gestire la casistica che segue: Un operatore inizia ad eseguire una determinata fase di lavorazione; durante il suo operare necessita di un aiuto esterno, fornito da un secondo operatore. Con Business è possibile rilevare l'attività del secondo operatore in modo da tener distinti i tempi e le mansioni dei fari dipendenti: Il primo operario inizia la lavorazione in modo ordinario il secondo operaio inizia la stessa lavorazione del primo, ma spuntando il flag 'in supporto' ed indicando nell'apposito campo il codice del responsabile principale della lavorazione. Successivamente il secondo operaio potrà solo sospendere il proprio operato in supporto, ed infine il responsabile della lavorazione potrà sospendere/completare la propria attività. Non è possibile che il responsabile della lavorazione completi l'attività prima che l'operaio di supporto abbia sospeso il proprio apporto. Durante la creazione del carico da produzione i costi della produzione verranno valorizzati escusivamente al costo dell'operaio principale, moltiplicato per il tempo totale impiegato per la produzione (quindi sommando il tempo del supporto a quello del responsabile della lavorazione). Nel carico da produzione verranno considerate solo le righe 'sospese' aventi data STOP minore della data di STOP della lavorazione in stato di 'completato' che si sta versando. N.B.: Nel caso in cui a fronte della stessa lavorazione l'operaio 1 inzia e sospende, quindi la lavorazione viene ripresa dall'operaio 2 che la completa il carico da produzione conterrà esclusivamente il tempo dell'operaio 2. Questo perché il sistema non sa che l'operaio 2 ha completato il lavoro dell'operaio 1, ma considera che l'operaio 2 abbia lavorato una quantità diversa di prodotto (su 10 pezzi da fare l'operaio 1 ne ha iniziati alcuni, l'operaio 2 ne ha iniziati e finiti altri; quelli dell'operaio 1 sono ancora da finire). Per fare in modo che il tempo impiegato dall'operaio 1 venga sommato a quello dell'operaio 2 che versa occorre, dopo aver avviato la lavorazione con codice operaio 2, utilizzare la funzione di menu 'Trasforma in supporto di' che per mette di trasformare la lavorazione sospesa come se fosse stata dichiarata in supporto della lavorazione iniziata dall'operaio 2. Dalla versione SR7 CU12 é possibille gestire l'operaio di supporto anche in un set di lavorazioni avviate in contemporanea. La procedura é la seguente:
Qualora si voglia semplificare la gestione dell'operaio di supporto, perché nella ditta una lavorazione non è mai eseguita in contemporanea da più operai, è possibile settare l'opzione di registro BSDBAVEX/OPZIONI/AvanzamentoUnico = -1, con questa opzione non è possibile avviare lavorazioni multiple, non è possibile fare in modo che più operai avviino la stessa lavorazione in contemporanea ma nel caso sopra esposto, dove il primo operaio inizia e sospende, il secondo riprende e completa, nel momento in cui il secondo operaio avvia la lavorazione la procedura provvede automaticamente a modificare la prima lavorazione sospesa come se fosse stata dichiarata in supporto di quella avviata dall'operaio 2. ATTENZIONE: nel caso in cui si utilizzino le 'SOSPENSIONI' è bene che il versamento venga fatto dopo ogni completamento. Questo perché il legame tra riga sospesa e riga completata è dato esclusivamente dal codice operaio, e se la stessa lavorazione viene sospesa e completata diverse volte dallo stesso operaio è possibile che, realizzando un unico carico da produzione finale, le righe 'sospese' vengano assegnate alle varie righe di carico da produzione in modo non corretto. Si fa notare che nel caso di 'sospensione' vengono rilevati solo i tempi di lavorazione, mentre la quantità eseguita sarà sempre uguale a 0. In caso di 'completato' il programma chiederà l'indicazione della quantità eseguita, che deve essere un numero maggiore di 0. Il flag 'modifica materiali' serve per memorizzare che durante la lavorazione i materiali hanno subito delle modifiche rispetto a quelli previsti nell'ordine. Sarà poi necessario riportare nel campo 'note' le informazioni necessarie per correggere il carico da produzione nella sezione 'scarichi collegati'. In caso di 'compleato + versa' il programma si comporta come per il completato, ma al termine della registrazione della chiusura della lavorazione cercherà di eseguire il carico da produzione. Tale carico può non essere eseguito per diversi motivi, primo tra tutti il fatto che il flag 'modifica materiale' sia stato spuntato (altri casi possono essere, ad esempio, il fatto che sia stata attivata l'opzione di registro di Business di test su esistenza minima materiali consumati e uno o più materiali da consumare per chiudere la lavorazione abbiano una esistenza inferiore a quella richiesta). Il comando Completa e versa é abilitato solo se tutte le fasi sono state completate. Ad esempio se mi trovo nella situazione RIGA ODP per SL4 , quantità 10 , dove ho due fasi di lavorazioni
Nel caso in cui nei materiali da scaricare siano presenti materiali gestiti a lotto e matricole, nella fase precedente al carico di produzione appare la finestra di dettaglio lotti e matricole che permette di indicare il dettaglio dei lotti e matricoli dei materiali consumati. Nella finestra zono presenti i pulsanti relativi allo zoom lotti e matricole aperti per selezionare quelli rispettivamente usati; il pulsante "Assegna/Calcola Lotto" che esegue l'attribuzione dei lotti in base al sistema di attribuzione automatico assegnato nell'anagrafica articoli; il pusante dividi lotto per spezzare le varie righe proposte in maschera e assegnare quindi più lotti diversi. Qualora utilizzate si tiene conto delle commesse nell'avanzamento.
La generazione automatica delle matricole di carico e del lotto prima genera e pre-assegna le matricole per la quantità di carico, quindi come proposta lotto, viene calcolato il lotto ed indicato su tutte le righe matricole generate. NB : il versamento agisce solo sulle righe / fasi della riga dell'ordine di lavorazione che costituiscono 'fase finale' . Se infatti una riga di ordine di lavoro ha tre fasi (cioè tre righe di lavorazioni collegate) associate, l'utente per poter versare , cioè di fatto versare l'ultima delle tre fasi, deve dichiarare in qualche maniera completate tutto o parte delle due fasi precedenti. (altrimenti si potrebbe giungere a situazioni incongrue dello status dell'ordine di lavorazione). Un discorso particolare riguarda i tempi di attrezzaggio . Se si vuole gestire i tempi di attrezzaggio occorre indicare delle fasi (sia in distinta base, cartella lavorazioni, che nell'ordine di lavorazione) distinte, cioè in presenza di attrezzaggio ed esecuzione sullo stesso centro di lavoro, occorre prevedere due righe diverse, una prima con tempo di attrezzaggio ma con zero nel campo 'tempo di esecuzione' ed una seconda riga (fase) con tempo esecuzione diverso da zero ma con tempo di attrezzaggio uguale a zero. Eventuali rilavorazioni vanno gestire inserendo nuove righe di lavorazioni collegate nella riga dell'ordine di lavorazione, oppure inserendo nuove righe nell'ordine di lavoraizone (o facendo nuovi ordini di lavorazione). NB: In caso di versamento di qta parziale il programma provvede sempre a scaricare i componenti del prodotto o semilavorato intestatario della riga di ordine di produzione, in quantità proporzionale . Nel caso di presenza di quantità scartata, tale quantità non viene rilevata nei componenti che vengono utilizzati per realizzare il prodotto, ma verrà esclusivamente rilevata nelle lavorazioni collegate, per identificare quanto è stato fatto e quanto scartato. Il programma è stato concepito per poter essere utilizzato direttamente su un Personal computer posizionato vicino ad una macchina utensile. (Tuttavia considerare sempre che certe operazioni richiedono sempre l'uso della tastiera! Esempio: l'inputazione della quantità lavorata, se diversa da quella residua, o l'inputazione della quantità scartata...). Le macchine utensili sono definite in Business come centri di lavoro. è possibile avere PC che controllano (permettono di dichiarare ) il lavoro di un solo centro, oppure di più centri, oppure che lo stesso centro si avvalga (per le dimensioni del centro stesso) di 2 o più personal computer. Infine può essere utilizzato come monitor , a disposizione del capo-officina, per poter anche solo vedere l'avanzamento man mano che procede in tutti i centri dell'officina stessa (con un refresh periodico della griglia delle fasi avviate/completate). La configurazione del funzionamento di questo programma può essere settata, per ogni PC (meglio , per ogni utente , che corrisponderà in questo caso ad un PC) impostando delle opzioni di registro di Business: BSDBAVEX\OPZIONI\CentriAbilitati contiene un numero identificativo di centro di lavoro oppure un elenco di centri di lavoro separati dal carattere punto_e_virgola (;) Esempio : una impostazione del tipo "2;4;5" per l'utente SALD sta a significare che per il PC presso i centri di saldatura si potranno avanzare solamente lavorazioni collegate riferite ai centri di lavoro 2 o 4 o 5 , che nella tabella dei centri sono i centri di saldatura. Se non impostato, l'utente può operare su lavorazioni di qualsiasi centro di lavoro.
BSDBAVEX\OPZIONI\ControllaCentroDaBarcode Valori: -0, Non viene eseguito alcun controllo sul centro se è stato letto il barcode -1, viene controllato se l'operatore è abilitato in caso contrario viene avvisato l'utente -2, viene bloccato l'utente se sta operando su un centro non abilitato.
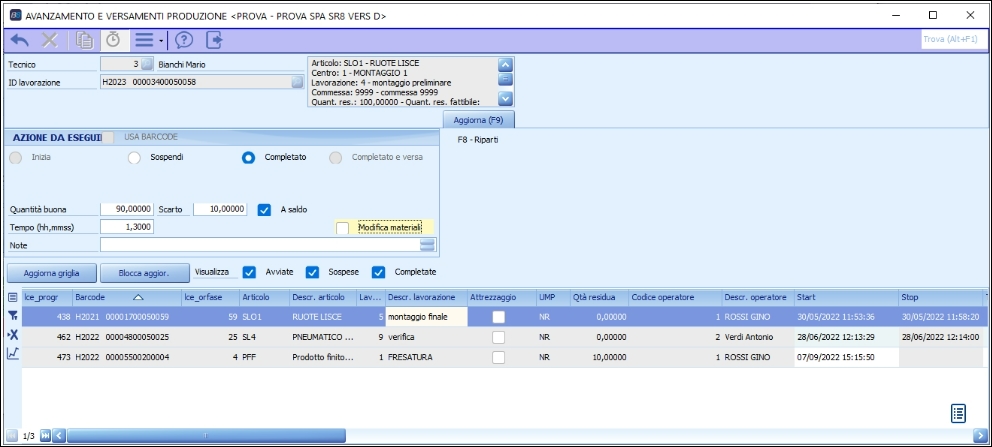
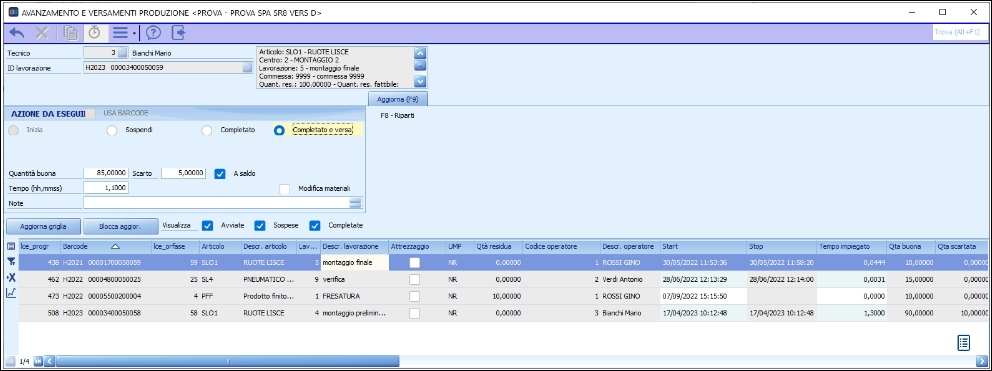
BSDBAVEX\OPZIONI\IntervalloRefresh (il valore di default è 60000 , cioè sessanta secondi, un minuto) contiene un numero che esprime in millesini di secondo ogni quanto tempo la griglia si deve riaggiornare a video per far vedere eventuali lavorazioni in corso e dichiarate (con strisciate) su altri PC, per gli stessi centri di lavoro.(non dipende dall'utente) BSDBAVEX\OPZIONIUT\RuoloOperatore può contenere i valori 0, 1 e 2 0 = administrator: può eseguire sia inserimenti che versamenti 1 = addetto al versamento: non può inserire nuove strisciate, ma può modificare, nella griglia della lavorazioni, modifiche sui tempi, data di inizio, note ed effettuare versamenti 2 = operaio: può solo inserire nuove strisciate, mentre non gli è data facoltà di effettuare modifiche alla grigia della lavoraizoni già eseguite/sospese e/o effettuare versamenti La cartella OPZIONI di BSDBAVEX può contenere altre due proprietà : SerieDoc : permette di impostare la serie da attribuire ai documenti di tipo Carico da produzione generati con la funzione Versa (altrimenti utilizza la serie spazio) CheckEsistenzaU : se impostato a 2 (il default è 0 , cioè zero,, cioè nessun controllo) in caso di mancanza di giacenza del materiale da scaricare , impedisce il versamento (la situazione viene registrata in un file log); se impostato a 1 viene inserito un messaggio per annotare il verificarsi della situazione nel file di log, ma il programma procede ugualmente allo scarico del componente. Per i versamenti il programma utilizza anche le seguenti opzioni di BSVEBOLL (sempre impostate da registro di Business) : IncrementacontatoreRiga, MantieniMagazRigheOrdine, RicalcolaPrezziOrdini, Tipo_list_costi_mat_carichi , Tipo_valorizz_sem_pf . Questo programma può essere utilizzato anche per il carico derivante da reso lavorato da terzisti (cioè per ordini di produzione non interni). Occorre tuttavia tener conto di una serie di limitazioni, che però valgono in generale per questo programma : il programma non consente l'evasione di ordini di produzione espressi in valuta non supporta la gestione automatica dello scarico del conto lavoro, nè attivo nè passivo non permette la gestione dei riferimenti ad ubicazioni dinamiche non consente di impostare o variare condizioni di forniture (cod. Pagamento, spese di incasso, ecc.) rispetto a quelle indicate sull'ordine (in generale non consente di variare dati presenti sull'ordine e non richiesti esplicitamente a video in questa maschera di programma) non gestisce dati Intrastat, nè dati del sistema qualità Potrebbero esserci inoltre altri limiti funzionali (non superabili) qui non esplicitati. NB: il documento di magazzino generato riporta come intestatario il fornitore associato al centro di lavoro (tramite la tabella dei magazzini; il cod. Fornitore pertanto non è prelevato dalla testata dell'ordine di produzione!), nonchè il magazzino associato al centro è anch'esso prelevato dalla tabella dei centri (è obbligatorio, pertanto associare il magazzino al centro di lavoro!) NB: le fasi non versate (avviate o completate) vengono mantenute nello status in cui le si lascia, da una sessione di lavoro all'altra, senza tuttavia che il relativo costo affluisca in nessun sistema di valorizzazione. Solo col versamento si acquisisce il costo della lavorazioni eseguite nel valore del prodotto o semilavorato che si provvede a caricare. Indicare il codice dell'operaio (o della persona) che è responsabile di quella lavorazione (o che ha effettauto la strisciata). In questo campo va effettuta la lettura con un lettore ottico (emulazione tastiera), del barcode identificativo della lavorazione (cioè fase/lavorazione collegata ad una riga di ordine di lavorazione), oppure un barcode codice di controllo. Dopo aver letto un Id. Riga lavorazione, nel riquadro in alto a destra appaiono i dati essenziali di detta lavorazione (n. Ordine, cod. Articolo, qta residua da lavorare, tipo lavorazione, centro di lavoro). Se il programma non riesce ad indentificare l'id della riga da trattare, prima di valutare se ha delle lavorazioni multiple associate, da un messaggio di che avverte di ripetere l'operazione. Abilitato solo se la procedura riconosce che la lavorazione che si deve avviare è già in stato di avviata da parte di un'altra persona. Permette di attivare per l'operaio sopra indicato la lavorazione come 'in supporto' dell'operaio che precedentemente ha avviato la stessa lavorazione. Abilitato solo se la procedura riconosce che la lavorazione che si deve avviare è già in stato di avviata da parte di un'altra persona. Permette di indicare qual'è il codice del responsabile della lavorazione (visto che diverse persone possono avviare la stessa attività) Occorre indicare lo stesso centro di lavoro riportato nell'ordine di produzione per l'attività da trattare (tale valore è possibile ricavarlo anche gurdando il riquadro contenente le informazioni relative all'attività da trattare) Vedi le note esplicati riportate in testata del corrente articolo Permette di motivare il perché è stata eseguita una sospensione della lavorazione. Puramente informativo. Indicare la quantità prodotta, buona (cioè non scartata); cioè la qta da versare, alla fine. Se la lavorazione in chiusura è da considerarsi a saldo (cioè non rimangono più pezzi per quella lavorazione), spuntare il check-box.
Se spuntato significa che durante la lavorazione sono state apportate delle modfiiche ai materiali rispetto a quanto indicato nell'ordine di produzione.
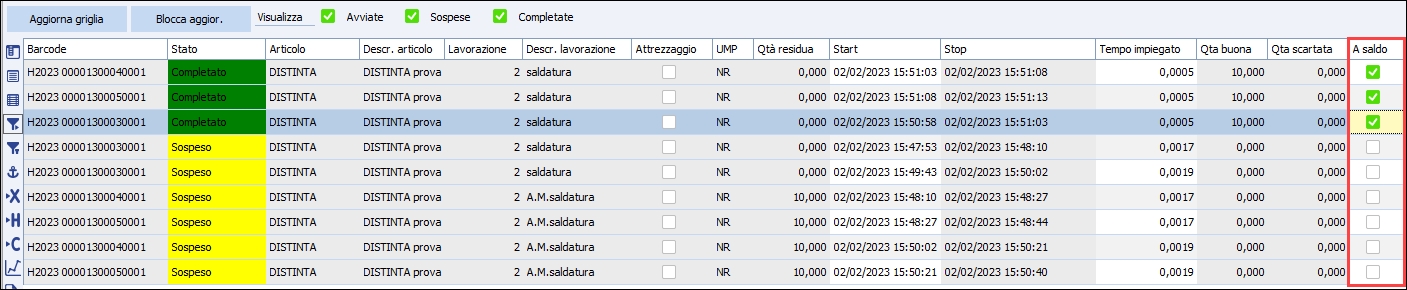
è possibile indicare qualsiasi utile informazione relativa a quell'avanzamento. Permette di completare l'inserimento della trisciata Provvede a generare il documento di magazzino di carico da produzione per tutte le righe in griglia già completate, e di tipo 'fase finale', purchè appartenenti allo stesso centro di lavorazione. Se presenti righe completate fase finale di centri di lavoro diversi il programma chiede quale centro si vuole considerare per il versamento (è possibile, infatti, versare solo lavorazioni di un singolo centro di lavoro alla volta). Alla selezionedella funzione viene comunque chiesto se eseguire il carico da produzione solo per la riga della griglia su cui si è posizionati Provvede a fare un refresh del contenuto della griglia prima che scatti il timeout impostato per il refresh automatico (normalmente 60 secondi) Permette di bloccare il refresh della griglia, utile soprattutto per l'addetto al versamento se deve eseguire delle correzioni nelle strisciate prima di eseguire il carico da produzione. Permette di nascondere dalla griglia delle attività le lavorazioni marcate come 'sospese' Griglia: La griglia delle lavorazioni (dalla versione SR9) appare già esposta con i filtri in questo modo è possibile sparare direttamente il barcode per trovare subito la riga preferenziale. nella colonna 'stato' è possible trovare i seguenti colori: bianco: l'attività risulta essere in stato di avviato verde: l'attività è stata completata ma non ancora versata in magazzino giallo: l'attività è stata sospese rosso: l'attività è in esecuzione ma sta eccedendo il tempo previsto per la sua realizzazione. Il tempo previsto è dato da tempo totale diviso quantità totale per quantità residua da produrre presi dall'ordine di produzione. A questo tempo viene aggiunto, per defautl, un 10% di tempo in più prima di marcare la riga come 'in ritardo'. Questa % è parametrizzabile tramite l'opzione di registro BSDBAVEX/OPZIONI/ Perc_tolleranza_Tempo Le colonne modificabili nella griglia sono le seguenti: data di inizio lavorazione durata della lavorazione note di lavorazione NB. il Flag "a saldo" la modifica dal flag è concessa fino alla fase del completamento (compresa), se la lavorazione è versata, il flag non è più modificabile da griglia, questo per non creare disallineamenti con lo status di evasione dell'ordine di produzione coinvolto.
Nel menu Su operazioni iniziate con una strisciata ma non ancora confermate con OK/Start/stop/OK+Versa, annulla l'operazione corrente aperta, come se la strisciata non fosse avvenuta Record|Cancella Opera sulla riga corrente della griglia (già confermata con OK/start/stop). Se si opera in modalità start stop, se la riga è in status Completato , riporta la riga in stato Avviato ; se la riga era in status avviata elimina la riga dalla griglia senza alcun aggiornamento. Se invece si opera in modalità 'Impostazione manuale tempi'; se la riga è in stato 'completata' elimina la riga dalla griglia senza alcun aggiornamento. L'opzione di registro "BSDBAVEX\OPZIONI\ChiediConfermaCancella", se attiva consente al programma di emettere un messaggio di richiesta di conferma della cancellazione. Soprattutto utile per il carico di lavorazioni terzisti. Permette di richiamare una finestra che consente la selezione di righe di lavorazioni collegate (una alla volta) , anzichè procedere (quindi : alternativa) con la strisciata di un codice a barre. Se posizionati sul codice Operaio permette di visualizzare gli operai memorizzati in Business Strumenti Trasforma in supporto di Permette di trasformare una lavorazione avviata non in supporto e dichiarata come 'sospesa' come se fosse stata dichiarata 'in supporto' di un altro operaio. Per note esplicative vedi quanto riportato nel testo più in alto. Visualizza lavorazioni già versate Permette di visualizzare, in griglia, le righe delle lavorazioni già versate. Utile per accedere in modo veloce al carico da produzione conoscendo gli estremi della lavorazione. Apri carico da produzione collegato Permette di aprire il carico da produzione collegato alla lavorazione su cui si è posizionati Apri ordine di produzione collegato Permette di aprire l'ordine di produzione collegato alla lavorazione su cui si è posizionati Impostazione manuale tempi (icona a forma di orologio nella toolbar principale) permette di modificare l'operatività del programma da 'start / stop' a 'impostazione manuale tempi' (ovvero l'indicazione della durata dell'attività non dipende da quanto l'operatore ha eseguito l'operazione di avvio a quando ha eseguito l'operazione di completamento, ma viene imputata direttamente dall'operatore nel campo preposto. Stampa codici di controllo Esegue la stampa del report BSDBAVEXCOD.RPT che permette l'uso del programma tramite la gestione dei barcode per pilotare determinate azioni come avveniva in BNDBAVMG (BNDBAVMG non più disponibile). I barcode possibili sono:
Vincoli di utilizzo Lavorazioni per Operai / Centri / Reparti Per facilitare la scelta di operai incaricati e lavorazioni nella modalità Touch di utilizzo e per vincolare la possibilità per l'operatore di trattare solo lavorazioni operanti su determinati centri, sono stati introdotti alcuni controlli che verificano la compatibilità dell'operatore con le lavorazioni selezionate e/o visualizzate.
Gestire la problematica di diverse persone che intervengono nella produzione
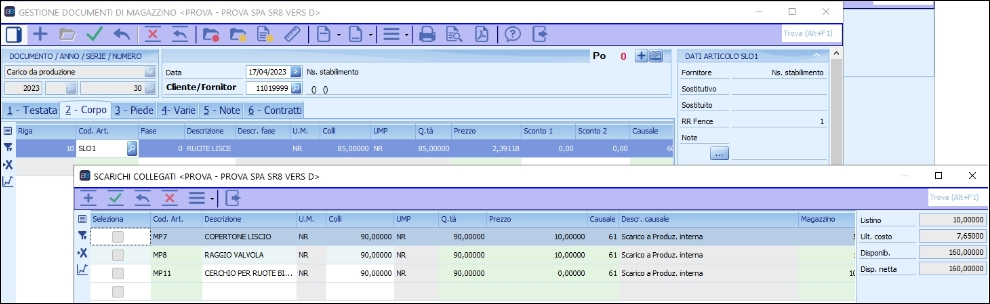
alla fine della lavorazione tutti gli operai di supporto chiuderanno, quindi l'ultimo farà anche la strisciata per chiudere con completamento e dichiarazione della quantità prodotta dall'operaio 'gruppo di lavoro ...'; con l'ultima modifica eseguita il tempo di lavoro totale dell'operaio 'gruppo di lavoro ...' non sarà la differenza tra la data di start e la data di stop, ma sarà sempre di 1 secondo Controlli tra quantità prodotte tra fasi Per poter eseguire una corretta rilevazione di quantità/tempi, la procedura può operare in 2 modalità: - effettuare i controlli di quantità tra fasi all'atto del completamento di ogni fase - effettuare i controlli non all'inserimento di ogni fase, ma solo in via preliminare prima di eseguire la creazione del carico da produzione l'operatività viene gestita dall'opzione di registro BSDBAVEX/OPZIONI/CheckQtaFasiFinale la seconda possibilità viene offerta per quelle aziende che operano in settori in cui le attività non devono per forza essere eseguite con una relazione FINE-INIZIO, ma le stesse attività possono essere eseguite anche in ordine sparso. Indipendentemente da come l'opzione di registro viene settata, il controllo fa si che in fase di dichiarazione completamento di una fase, la quantità BUONA più la SCARTATA sia coperta da una quantità BUONA eseguita alla fase precedente. Gestione della data di stop Nel caso in cui l'opzione BSDBAVEX/OPZIONI/CheckQtaFasiFinale sia settata uguale a 0 è fondamentale gestire una corretta consecutività nelle fasi di lavorazione eseguite. Facciamo un esempio, dove per realizzare un prodotto PF (indicato in un unico ordine di produzione) occorre eseguire 2 fasi: - un tecnico provvederà ad eseguire lo start della prima fase alle ore 8,30 - un secondo tecnico provvederà ad eseguire lo start della prima fase alle ore 8,35 - il primo tecnico dichiara il completamento della fase alle ore 9,00 - un terzo tecnico dichiara l'inizio della fase due alle ore 9,05 - sempre il terzo tecnico dichiara il completamento della fase 2 alle ore 9,15 - il secondo tecnico dichiara il completamento della fase 1 alle ore 9,30 All'atto del versamento, verrà realizzato un carico da produzione che contiene la fase 1 eseguita dal primo tecnico, la fase 2 eseguita dal terzo tecnico MA NON CONTIENE la fase 1 eseguita dal secondo tecnico. Questo perché, come si può intuire, al lato pratico il tecnico 3 non poteva utilizzare anche il materiale avanzato dal tecnico 2 perché non ancora completato per le ore 9,15 (data di chiusura fase 2). La fase 1 del tecnico 2 verrà evasa con una futura fase 2 eseguita da un altro tecnico. Lo stesso discorso vale anche per le sospensioni ed operaio in supporto. All'atto del versamento della fase finale verranno prese solo le lavorazioni completate entro la data di stop della fase che si sta versando (ovviamente rapportate alla quantità finale prodotta). Anche i controlli tra corretta compilazione delle quantità eseguite (e scarti) tra fasi seguono lo stesso ragionamento. Nel caso in cui l'opzione di registro di cui sopra sia settata a -1 quando indicato non può essere applicato, perché è volutamente concesso che la fase 2 sia iniziata e finita prima del completamento della fase 1 (non c'è un ordine logico con cui le fasi devono essere eseguite). In questa modalità all'atto del versamento della fase finale verranno prelevate sempre tutte le attività eseguite alle fasi precedenti (ovviamente rapportando la quantità a quella prodotta alla fase finale). In questa modalità è altamente SCONSIGLIATO cancellare e reinserire eventuali carichi da produzione, visto che non essendoci un legame di tempo tra le attività, non è detto che la ri-creazione del carico da produzione porti allo stesso risultato di quello appena cancellato. Indicativamente, nel caso di utilizzo del programma di avanzamento di produzione in oggetto, un ordine di produzione che si decide di avanzare con questa procedura NON deve essere avanzato anche manualmente direttamente dal programma 'Gestione documenti di magazzino'. Allo stesso modo la cancellazione dei carichi da produzione deve essere eseguita in modo MOLTO limitato e, affinché non si avviano carichi da produzione anche di molto differenti da quelli che sono stati precedentemente cancellati, la cancellazione ed eventuale reinserimento dovrebbe avvenire prima che altre lavorazioni siano avanzate sulla stessa riga di ordine di produzione interessata dal carico da produzione rimosso. La modifica di un carico da produzione (per poter modificare informazioni non legate alle lavorazioni) non subisce le limitazioni di cui sopra. Gestione della quantità scartata La quantità scartata indicata in fase di completamento lavorazione viene rilevata nella tabella delle lavorazioni insieme alla quantità prodotta, ma non viene coinvolta nel consumo dei materiali utilizzati per produrre il prodotto finito. In caso di avvio di lavorazioni multiple, non sarà possibile indicare una quantità scartata all'atto del completamento. Tale quantità è correttamente gestita in tutti gli altri casi ammessi dalla procedura. L'unica limitazione è dovuta al fatto che la quantità scartata viene rilevata sempre subito tutta nel primo carico da produzione in cui la lavorazione viene evasa (anche solo parzialmente). Ad esempio, se alla fase 1 produco 10 buoni e scarto 5, alla fase 2 (fase finale) produco una prima volta 6, una seconda volta 4, la quantità scartata verrà rilevata tutta nel primo carico da produzione (quello da 6). ATTENZIONE: potrebbero verificarsi dei problemi nel corretto rilevamento degli scarti nelle fasi di lavorazione precedenti a quella finale nel caso in cui un ordine di produzione venga avanzato e versato in più momenti e (e qui si verifica l'errore non risolvibile) uno o più carichi di produzione antecedenti l'ultimo vengano cancellati e reinseriti. Questo problema è ancora più accentuato nel caso in cui si setti l'opzione BSDBAVEX/OPZIONI/CheckQtaFasiFinale = -1 Nel caso sia presente una quantità scartata in fase di versamento gli scarichi collegati sono proporzionati alla quantità buona. Per proporzionare gli scarichi alla quantità buona + quantità scartata si può impostare l'opzione di registro BSDBAVEX\OPZIONI\ScaricaAncheScartiSingolaFase (-1). Questa opzione, però tiene in considerazione solo quantità prodotte e scaricate riferite alla lavorazione finale 'cioè riferite all'ultimo record caricato in AVLAVP, quello con il flag 'Fase finale'. Esempio: supponiamo una riga ordine di produzione di q.tà 100 e ipotizziamo un rapporto con gli impegni collegati di 1 ad 1 e quindi gli impegni collegati sono 100 pz. Ad es. Ordine per SLO1 , qtà 100 impegni collegati MP7, q.tà 100, MP8, q.tà 100, MP11, q.tà 100 Lavorazioni collegate: Fase 58 montaggio preliminare Fase 59 montaggio finale Supponiamo che nella prima fase avanzo 100 pz di cui 10 sono di scarto. La quantità buona é quindi 90
Faccio l'avanzamento e il veramento della fase successiva (la 59 che é anche la fase finale) per pz 90 in cui la quantità caricata é di pz 5
La quantità scaricata degli scarichi collegati sarà proprozionata alla quantità buona solo della fase finale e quindi saranno 90. Tiene conto degli scarti solo dell'ultima fase
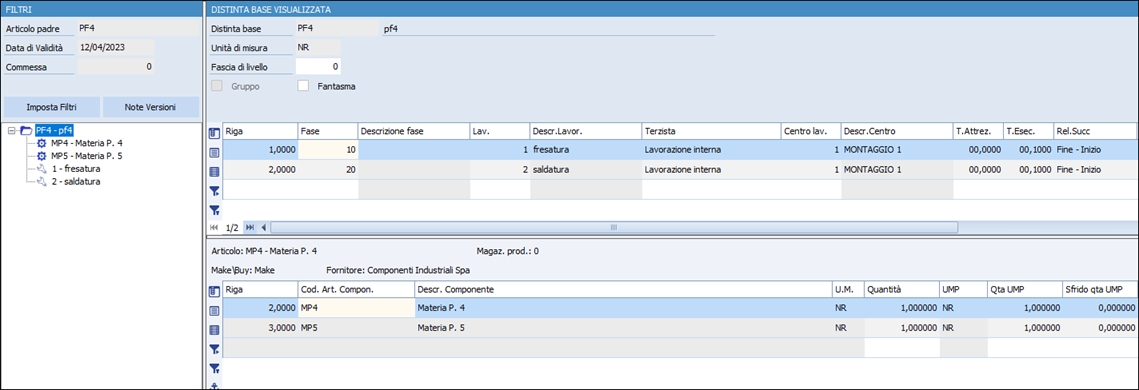
Attribuzione e ripartizione dei tempi su versamenti parziali Vediamo con un esempio pratico come viene gestiti il calcolo dei tempi di produzione in caso di lavorazioni con versamento di quantità parziale e con anche l'intervento di sospensioni: PF4 (prodotto finito) con due lavorazioni interne (1 fresatura e 2 saldatura)
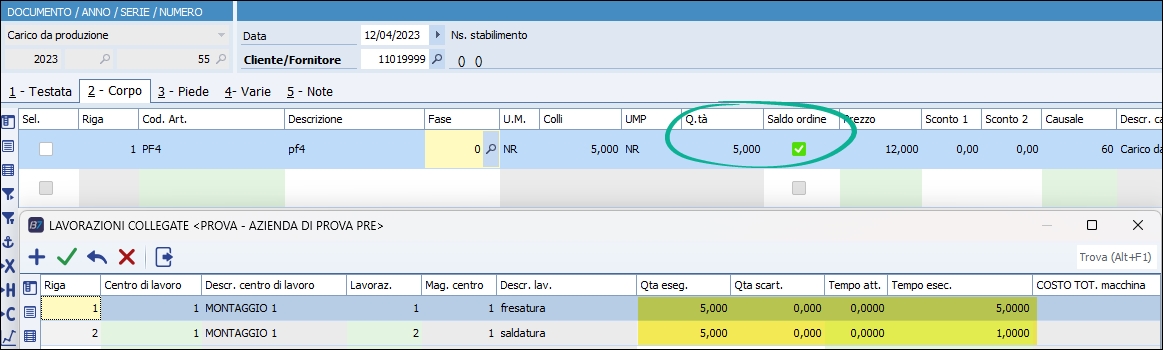
Ordine di produzione di Q.ta 10 pezzi "PF4": 1) (riga 217) Avvio lavorazione 1 fresatura e sospendo --> tempo impiegato 10 ore 2) (riga 218) Avvio lavorazione 1 fresatura e sospendo --> tempo impiegato 10 ore 3) (riga 219) Completo a saldo lavorazione 1 fresatura --> tempo impiegato 10 ore, Q.ta prodotta 10 4) (riga 220) Completo non a saldo lavorazione 2 saldatura --> tempo impiegato 1 ora, Q.ta prodotta 5
5) Eseguo il versamento (carico di produzione) della (riga 220) Carico di produzione Q.ta 5 pezzi di "PF4" e i tempi di lavorazione vengono ripartiti in questo modo: NB. Per ogni versamento viene versato il totale del tempo per le righe sospese relative alla lavorazione finale o alle lavorazioni precedenti che si stanno versando; Non può calcolare i tempi riproporzionati alle quantità non avendo effettivamente le quantità indicate sulle righe sospese.
Totale tempo esecuzione 26 ore
6) Concludiamo l'ordine di produzione --> Completo a saldo la lavorazione 2 saldatura in 1 ora ed eseguo versamento e carico di produzione (riga 221)
Carico di produzione Q.ta 5 pezzi di "PF4" e i tempi di lavorazione vengono ripartiti in questo modo :
Totale tempo esecuzione 6 ore
Avanzamenti di produzione e Collaudi Qualità L'integrazione con il modulo "Sistema Qualità" può essere attivata sul Documento di Carico di Produzione generato dalla operazione di Versamento (quando per l'articolo prodotto è definito un "Controllo Qualità" basato sulla Causale di magazzino utilizzata dal carico di produzione).
E' possibile registrare Schede di Collaudo anche al completamento di una Lavorazione.
|