|
 |  |  |  |
 | |||
Distinta Base | |||
|
Nome programma: BSDBDIBA.DLL
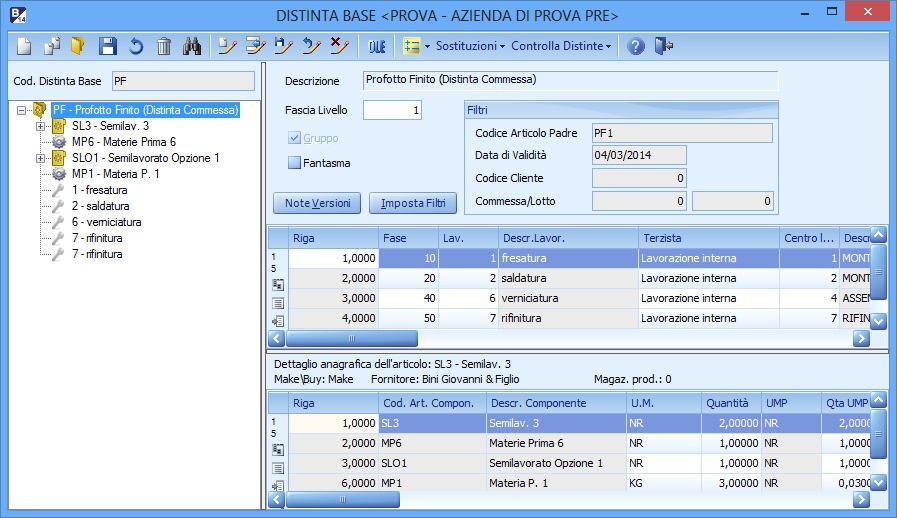
Questo programma gestisce l'archivio delle distinte basi, partendo da un qualsiasi punto dell'albero, cioè la struttura gerarchica padri-figli, di un prodotto o gruppo di prodotti. Il pulsante Nuovo crea una nuova distinta o un nuovo semilavorato; il pulsante Apri consente di accedere alla distinta base esistente di un prodotto finito o un semilavorato ed i livelli sottostanti.
La finestra principale si compone delle seguenti parti :
Codice Distinta base In caso di nuovo inserimento, inserire il codice di un articolo che non sia ancora agganciato ad una distinta base preesistente; invece cliccando su Apri, si indica il codice di un articolo che abbia già un codice distinta base nei suoi dati anagrafici; se il codice distinta base è diverso dal codice articolo - è il caso di un articolo che rappresenta una versione di prodotto all'interno di un gruppo di articoli - sarà aperta la distinta base relativa al gruppo con filtro articolo padre pari al codice dell'articolo selezionato. Fascia livello É un numero che rappresenta il livello della distinta e consente di eseguire esplosioni di distinta base, ad esempio in stampa D.B. o in Elaborazione MRP, solo fino ad una certa profondità dell'albero delle distinte, ad es. solo fino al livello 3. In questo caso indicare a quale livello quella distinta appartiene. Utilizzato anche dalla funzione Rivalorizzazione carichi/scarichi produzione, questo campo può essere valorizzato attraverso la funzione Aggiorna livello minimo distinte presente all'interno del programma Elaborazione MRP. Fantasma Se selezionato, significa che non s'intende gestire il semilavorato a magazzino. Nell'ipotesi di prodotto finito PF1, definito come "fantasma" e composto da semilavorato SL1, a sua volta formato dalle materie prime MP1 e MP2, durante la produzione di PF1 al posto di consumare SL1 sono utilizzati direttamente MP1 e MP2. Quest'opzione opera su tutte le distinte basi in cui il fantasma è presente. Per dichiarare "fantasma" un semilavorato solo su alcune distinte basi, occorre impostare l'apposita opzione sulla griglia dei materiali delle distinte basi col semilavorato da trattare. Quando il programma è aperto su una distinta base troviamo un albero che mostra al suo interno materiali e lavorazioni, e la griglia delle lavorazioni (sopra) e sotto la griglia dei materiali. Tra la griglia delle lavorazioni e quella dei materiali è presente, a scopo solo informativo, il fornitore abituale il magazzino di produzione e il falg di make/buy (per le fasi i rispettivi campi indicati per ciascuna fase) relativi all'articolo della riga dei materiali corrente.
Nella toolbar troviamo inoltre:
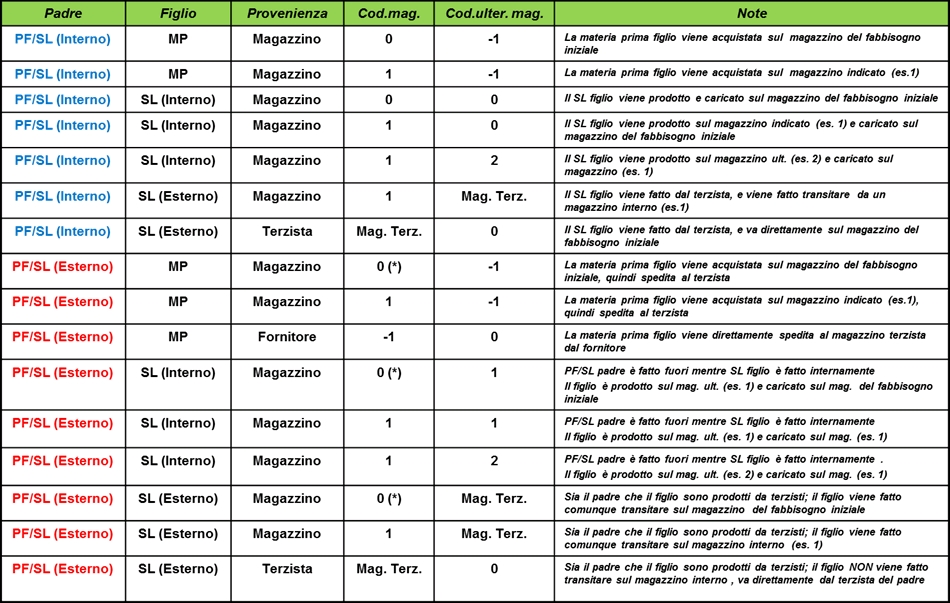
Griglia materiali Cod. articolo componente Indicare il codice del figlio: può trattarsi di un semilavorato, cioè un componente che sia padre a sua volta, oppure di una materia prima, che è componente di ultimo livello, non avendo distinte base a sua volta. Unità di misura Indicare l'unità di misura utilizzata per quel componente ai fini della produzione, deve trattarsi di una delle 3 unità di misura indicate nell'anagrafica dell'articolo. Quantità Indicare la quantità di componente utilizzato per la produzione di un'unità del padre, espresso in unità di misura indicata al campo precedente. Unità di misura principale Rappresenta l'unità di misura principale dell'articolo, non modificabile. Quantità in UMP Indica (e calcola automaticamente) la quantità di componente espresso in unità di misura principale del componente stesso. Sfrido quantità Indicare in unità di misura principale dell'articolo, l'eventuale scarto medio del componente in fase di produzione, per unità di prodotto/semilavorato. Nella determinazione delle quantità di materiale da utilizzare, lo sfrido è aggiunto al quantitativo necessario per la produzione. Per pezzi (pz ) Di solito è pari ad 1; per i componenti che si rapportano in misura indivisibile per ogni unità di prodotto finito, si indica a quale quantità di prodotto finito si riferisce la quantità indicata nel campo "Quantità componente"; ad esempio la confezione in cartone: 1 cartone ogni 24 pezzi di prodotto. Di conseguenza questo campo può essere utilizzato anche come moltiplicatore di quantità, per considerare anche un numero di decimali altrimenti non gestibile. La determinazione della quantità del figlio non è memorizzata sui movimenti d'impegno di produzione o scarichi di produzione, pertanto una successiva variazione della quantità padre sui programmi Gestione proposte d'ordine, Gestione ordini e Gestione documenti, non tiene conto di tale campo per rettificare la quantità di figlio, che deve avvenire in modo manuale. Provenienza Indicare se trattasi di componente prelevato da magazzino, da terzista (solo semilavorati), fornito direttamente dal fornitore o dal cliente-committente, quando si esegue un lavoro conto terzi. La scelta "Fornito da terzista" serve ad indicare al terzista di aggiungere quel materiale, necessario alla produzione ma non fornito da noi; i programmi di gestione documenti magazzino, gestione ordini e elaborazione MRP escludono le righe di materiale con tale opzione. Cod. magazzino provenienza Indicare : - 0, se il materiale va prelevato dal magazzino di produzione - -1, se il materiale proviene direttamente dal fornitore, senza prelievo da magazzino - 1-999 se va prelevato da un magazzino specifico o è fornito da un terzista. Cod. Magazzino ulteriore Qualora non vi sia disponibilità del componente nel magazzino indicato al campo precedente, indicare da quale magazzino va prelevato, oppure indicare -1 per segnalare che va riordinato a fornitore. Sull'uso specifico di questi ultimi 3 campi, vedi il paragrafo dedicato in Argomenti e Moduli e la tavola sinottica ivi riportata. Ritardo Nel caso in cui il componente possa confluire nella produzione del semilavorato o prodotto in un momento successivo all'inizio della produzione, indicare di quanti giorni il ritardo è consentito. Solo per articoli Questo campo imposta un filtro per includere il componente solo se il codice del padre immediatamente precedente ha determinati caratteri in certe posizioni. Si veda la parte dedicata a versioni e varianti di prodotto in Argomenti e moduli. Per es., se indico ????33????????????, significa che il componente sarà utilizzato solo se il codice del padre immediatamente precedente ha il numero 3 in quinta e sesta posizione nel codice. Ad esempio, se si lavora con un'installazione Client/Server, su base dati SQL, sostituire il carattere "?" col carattere "_" (underscore). Se non s'intende gestire tale campo, è possibile velocizzare le operazioni di sviluppo distinta base, impostando una chiave opportuna nel registro di Business. Solo per articoli * Questo campo consente d'impostare un filtro che include il componente solo se il codice del padre iniziale ha certi caratteri in certe posizioni. Per esempio, se indico ????33???????????? significa che il componente sarà utilizzato solo se il cod. del padre principale, iniziale, ha il numero 3 in quinta e sesta posizione nel codice. Lavorando su base dati SQL-Server, il carattere "?" va sostituito col carattere "_" (detto underscore). Se non s'intende gestire tale campo, è possibile velocizzare le operazioni di sviluppo distinta base, settando opportunamente una chiave nel registro di Business. Si veda, in argomenti e moduli, la parte dedicata a versioni e varianti di prodotto. Data inizio validità / Data fine validità Indicare la data a partire dalla quale quel componente viene utilizzato e la data finale di utilizzo di quel componente, per quel padre. Codice cliente Solo per i componenti che sono utilizzati quando il prodotto va consegnato ad un particolare cliente (variante o versione legata al cliente), indicare il codice del cliente medesimo. Lasciare 0 in ogni altro caso. Non gestito per ora. Commessa Solo per i componenti utilizzati quando il prodotto deve essere creato per una particolare commessa (variante o versione legata alla commessa), indicare il codice della commessa medesima. Lasciare 0 in ogni altro caso. Per i componenti con cod. commessa diverso da zero, occorre anche indicare un valore nella colonna tipo figlio-componente. Se non si intende gestire il filtro commessa, è possibile velocizzare le operazioni di sviluppo distinta base settando opportunamente la chiave nel registro di Business: BSDBDIBA\OPZIONI\UsaFiltroCommessa = 0. Tipo figlio-componente Per i componenti standard che possono essere sostituiti, in una determinata commessa, da altri componenti facenti le stesse funzioni, indicare una stringa d'identificazione univoca del componente. Questo campo potrebbe contenere per es. biella, oppure una sigla numerica, detta anche "posizione", ad esempio 010. Coefficiente di pianificazione Solo se il componente è un articolo che rappresenta un'opzione reale o fittizia, come da Anagrafica articoli, indicare in quale misura statistica quell'opzione entra nel mix di prodotti che il padre finale rappresenta (vedi Argomenti e moduli, distinte di pianificazione). Note Indicare qualsiasi altra informazione utile relativa a quel componente. Interruzione albero Si distingue in: - normale: l'interruzione albero non è impostata. - interrompi albero: selezionato se il componente è un semilavorato, quindi ha una distinta base sottostante, e lo si considera temporaneamente come una materia prima, così che il sistema lo ordini in acquisto anziché in produzione, ignorando quindi la presenza della DB sottostante. Utile per quei componenti che possono essere acquistati o prodotti a seconda dei periodi e delle valutazioni contingenti. Durante l'elaborazione MRP, quest'impostazione è ignorata se in Anagrafica articolo, per questo componente è indicato, nel campo Make or Buy, il valore Make. Nel caso in cui sia selezionato "Interruzione albero", non occorre intervenire in modifica dei magazzini di provenienza della merce. L'elaborazione MRP acquista il materiale con consegna sul ns. Magazzino, quindi lo invia, se deve, ad un eventuale terzista. - legame fantasma: se selezionato, significa che non s'intende gestire il semilavorato a magazzino. Nell'ipotesi di prodotto finito PF1, composto da semilavorato SL1, a sua volta composto da materie prime MP1 e MP2, definito come "Fantasma", durante la produzione di PF1 al posto di consumare (e prima ordinare) SL1, sono utilizzati direttamente MP1 e MP2. Quest'opzione opera sulla sola distinta base in oggetto. Per dichiarare "Fantasma" un semilavorato su tutte le distinte base che lo contengono, occorre aprire la distinta base del semilavorato ed impostare il flag su "Fantasma". Misura 1 / Misura 2 / Misura 3 Qualora l'articolo abbia una formula di trasformazione UMP, e nella colonna Unità di misura della griglia sia indicata la 2.a unità di misura dell'articolo componente, indicare qui i rispettivi valori dei parametri a , b , c, necessari per la determinazione del campo Quantità in UMP, assieme al campo quantità = parametro n ed eventuale altri coefficienti e costanti. Fase iniz. Se l'articolo padre, in cui questo componente è contenuto, è gestito a fasi, rappresenta la fase in cui tale componente è utilizzata durante la produzione; va indicato un numero di fase presente nella griglia "Fasi di lavorazione". Questo campo non è utilizzato quando l'articolo padre non è gestito a fasi. Descrizione fase iniz. Rappresenta la descrizione della fase iniziale sopra descritta, come indicata nell'Anagrafica dell'articolo padre, nella finestra Fasi articolo. Il campo non è modificabile. Fase componente Se l'articolo componente è gestito a fasi, rappresenta la fase, e quindi lo stato, in cui tale componente è utilizzata durante la produzione; di default è riportata la fase indicata nell'Anagrafica articolo nel campo Ultima fase. L'indicazione di questo campo è obbligatoria se l'articolo componente è gestito a fasi, mentre va lasciato a zero per gli altri articoli. Descrizione fase iniz. Rappresenta la descrizione della fase componente sopra descritta, come indicata nell'Anagrafica dell'articolo componente, nella finestra Fasi articolo. Il campo non è modificabile. Cod. Funzione per coeff. di consumo Se il padre è articolo neutro, in presenza di Configuratore di prodotto su distinta neutra, indicare il codice identificativo della procedura che contiene la funzione per determinare il campo "quantità di consumo" della riga corrente di quel componente. Cod. Funzione per misura 1 / misura 2 / misura 3 Se il padre è articolo neutro, in presenza di Configuratore di prodotto su distinta neutra, indicare, se necessario, il codice identificativo della procedura che contiene la funzione per determinare il campo "misura 1" (oppure misura 2 o misura 3) della riga corrente (di quel componente). Cod. Funzione prelievo componente Se il padre è articolo neutro in presenza di Configuratore di prodotto su distinta neutra, si può indicare il codice identificativo della procedura che contiene la funzione per determinare se quel componente (figlio) della riga corrente dev'essere considerato (=prelevato) o meno, in base alle scelte di configurazione; la funzione restituirà vero/falso. Cod. Funzione istanza oggetto Se il padre è articolo neutro in presenza di Configuratore di prodotto su distinta neutra, si può indicare il codice identificativo della procedura che contiene la funzione per determinare come stringa l'identificativo casella da cui prelevare i parametri di configurazione, in presenza di semilavorati multiistanza. I magazzini sui materiali vanno indicati solo se si usa l'MRP, diversamente viene letto solo il campo 'magazzino' per rielevare il magazzino da utilizzare negli impegni collegati/scarichi collegati (se <> 0). I magazzini sulle lavorazioni vanno indicati solo per gli articoli a FASI e servono solo se si usa l'MRP, in sintesi il significato di MAGAZZINO e ULTERIORE MAGAZZINO, sia sulla griglia dei materiali che, per gli articoli a fasi, quella delle lavorazioni è il seguente:
Griglia fasi di lavorazione
Fase Indicare un numero da 1 a 999 che identifica la fase, cioè una lavorazione elementare da eseguire per ottenere il semilavorato o prodotto padre. La fase consente anche di dare la sequenzialità alle lavorazioni, pertanto, per consentire la possibilità di aggiungere in seguito lavorazioni intermedie, si consiglia di procedere nell'identificazione delle fasi con numeri non consecutivi, cioè usando ad esempio 10, 20, 40, 70, ecc. e non 1,2,3,4,5,ecc. Per quanto riguarda le personalizzazioni per commessa, questo campo ha una funzione simile, ma riferita alle lavorazioni, a tipo figlio-componente, riferita invece ai materiali. Se l'articolo padre, a cui sono riferite queste fasi di lavorazione, è gestito a fasi, è necessario che le fasi siano già codificate nell'anagrafica articoli nella finestra Fasi articolo. se l'articolo padre è gestito a fasi, non è possibile codificare più di una lavorazione per fase. Cod. lavorazione Indicare un codice della tabella tipi lavorazioni che identifica il tipo di operazione da eseguire. Terzista É un campo che può assumere i seguenti valori:
Per gli articoli, semilavorati o prodotti finiti, gestiti a fase è possibile specificare sia lavorazioni interne che esterne in qualsiasi ordine. Codice terzista Se nel campo precedente è indicato che si tratta di lavorazione esterna, indicare il codice fornitore del terzista che esegue la lavorazione (non obbligatorio). Costo al pezzo Attualmente non gestito. Centro di lavoro Indicare, sia che si tratti lavorazione interna sia che trattasi di lavorazione terzista, il codice del centro di lavoro che si occupa di quella fase di lavorazione. Tempo di transito Indicare il tempo medio di transito del lotto standard di produzione, in ore, minuti, secondi (es. 3,2500 significa 3 ore e 25 minuti). É un campo solo a scopo informativo. Tempo di attrezzaggio Indicare il tempo medio di attrezzaggio del centro di lavoro per la produzione di un quantitativo pari al lotto standard, in ore, minuti, secondi (es. 3,2500 significa 3 ore e 25 minuti). Tempo di esecuzione Indicare il tempo medio di esecuzione al pezzo per il centro di lavoro indicato, espresso in ore, minuti, secondi (es. 0,0130 significa un minuto e 30 secondi). Tempo di attrezzaggio in minuti In alternativa al tempo di attrezzaggio, consente d'inserire il tempo in minuti, centesimi di minuto. Tempo di esecuzione in minuti In alternativa al tempo di esecuzione, consente d'inserire il tempo in minuti, centesimi di minuto. Tempo di attrezzaggio manodopera Indicare il tempo medio di attrezzaggio in ore manodopera per la produzione di un quantitativo pari al lotto standard, in ore, minuti, secondi (es. 3,2500 significa 3 ore e 25 minuti); ad es, 2 operai per 2 ore vanno indicati con 4,0000. Non gestito. Tempo di esecuzione manodopera Indicare il tempo medio di esecuzione al pezzo in ore manodopera, espresso in ore, minuti, secondi (es. 0,0130 significa un minuto e 30 secondi). Non gestito. Relazione con la lav. successiva Indicare che tipo di relazione esiste tra questa fase e la successiva; normalmente si indica Fine-Inizio, che significa che la fase successiva inizia quando la corrente è stata completata. Tuttavia possono prevedersi anche relazioni del tipo Fine-Fine se entrambe devono finire contemporaneamente, oppure Inizio-Inizio se devono iniziare contemporaneamente, oppure Inizio-Fine, cioè questa deve iniziare quando la successiva, per identificativo di fase, è terminata (meno utilizzato). Solo per articoli Con questo campo s'imposta un filtro che include la lavorazione, solo se il codice del padre ha alcuni caratteri in certe posizioni. Ad es., se indico ????33????????????, significa che la lavorazione sarà svolta solo se il cod. del padre ha il numero 3 in quinta e sesta posizione nel codice. Se si lavora con un'installazione Client/Server su base dati SQL, sostituire il carattere ? col carattere "_" (underscore). Vedi in Argomenti e moduli, la parte dedicata a versioni e varianti di prodotto. Solo per articoli * Questo campo consente d'impostare un filtro che include la lavorazione solo se il codice del padre iniziale ha alcuni caratteri in certe posizioni. Ad es., se indico ????33????????????, significa che la lavorazione sarà svolta solo se il cod. del padre principale, iniziale, ha il numero 3 in quinta e sesta posizione nel codice. Se si lavora con un'installazione Client/Server su base dati SQL, sostituire il carattere "?" col carattere "_" (underscore). Vedi in Argomenti e moduli, la parte dedicata a versioni e varianti di prodotto. Data inizio/fine validità Indicare la data a partire dalla quale quella lavorazione è eseguita e la data finale di utilizzazione di quella lavorazione, per quel padre. Codice cliente Solo per le lavorazioni che sono svolte quando il prodotto deve essere consegnato ad un particolare cliente (variante o versione legata al cliente), indicare il codice del cliente medesimo. Lasciare 0 in ogni altro caso. Non gestito. Commessa Indicare, solo per le lavorazioni che sono svolte quando il prodotto deve essere realizzato per una particolare commessa (variante o versione legata alla commessa), il codice della commessa medesima. Lasciare 0 in ogni altro caso. Disegno/programma Indicare l'eventuale sigla del programma da utilizzarsi per macchine a controllo numerico. Note Indicare qualsiasi altra informazione utile relativa a quella lavorazione. Per Qtà Se una rappresentazione dei tempi di lavorazione nella forma Ore, minuti, secondi è poco precisa o scomoda perché spesso si tratta di fasi estremamente brevi per ogni unità di prodotto (es. mezzo secondo), è possibile indicare nei campi relativi ai tempi un valore relativo ad un multiplo di quantità di prodotto ed in questo campo il valore di questo multiplo. Si può pertanto indicare tempo d'esecuzione 00,0010 e "Per Qtà" = 200 per dire che in 10 secondi s'esegue la lavorazione di 200 pezzi del prodotto. Oppure si può indicare tempo d'esecuzione 01,0000 e "Per Qtà" = 25000 per dire che si eseguono 25000 pezzi in un'ora (=produttività della macchina o colpi-all'ora, o colpi_al_minuto). Cod. magazzino / Cod. magazzino ulteriore Queste colonne vanno utilizzate codificando le fasi degli articoli gestiti a fase. La colonna "Cod. magazzino" identifica il magazzino in cui va ricercata la merce da produrre, per consumare un'eventuale rimanenza. Se la merce non è presente, o non è sufficiente, sarà fatta produrre sul magazzino indicato nella colonna "Cod. ulteriore magazzino" se risulta compilata con un valore diverso da 0, diversamente sarà fatta produrre sul magazzino indicato nella colonna "Cod. magazzino". Se la merce viene prodotta sul magazzino indicato nella colonna "Cod. ulteriore magazzino", successivamente sarà trasferita nel magazzino indicato nella colonna "Cod. magazzino", se i due magazzini non sono uguali. Vedi anche il paragrafo dedicato in Argomenti e Moduli. Cod. Funzione per prelievo fase Se il padre è articolo neutro, in presenza di Configuratore di prodotto su distinta neutra, si può indicare il codice identificativo della procedura che contiene la funzione che stabilisce se quella fase va considerata (=prelevata, cioè ereditata nella distinta chiusa) o no, in base alle scelte di configurazione; la funzione restituisce vero/falso. Cod. Funzione per determinazione note Se il padre è articolo neutro, in presenza di Configuratore di prodotto su distinta neutra, si può indicare il codice identificativo della procedura che definisce la descrizione da inserire nell'ordine di lavorazione su quella fase. Tasti e funzioni di menù Se si gestisce il modulo del configuratore di prodotto, permette di legare il componente/ la lavorazione su cui si è posizionati alla casella della configurazione che gestirà la distinta base in analisi. Con Zoom F5 è possibile vedere/selezionare le chiavi di percorso precedentemente codificate. Controlli di Qualità Se abilitato il modulo di gestione della qualità, permette di accedere ad una schermata per gestire i controlli da effettuarsi sui materiali prodotti con la DB in analisi. Pulsante OLE Permette di memorizzare, insieme alla distinta base, un oggetto OLE (una immagine, un foglio di lavoro CAD, un documento do Word, ecc...) al fine memorizzare insieme alla distinta base tutte quelle informazioni legate alla stessa che normalmente occorre andare a consultare in archivi separati. Tale funzione Duplica e salva la riga su cui si è posizionati, quindi entra direttamente in variazione della stessa mantenendo i valori della riga originale. Esempio codifica distinta base articolo a fasi L'esempio sopra riportato evidenzia come deve venire caricata la distinta base per realizzare il ciclo produttivo esposto nello schema. Come evidenziato, si inizia con l'ordine a fornitore delle materie prime MP1 e MP2 con consegna sul magazzino 1 (il ns. magazzino), e l'ordine di MP3, sempre a fornitore, con consegna sul magazzino 2 (il terzista che dovrà eseguire la lavorazione. Successivamente invieremo le materie prime MP1 E MP2 al magazzino 2 per la lavorazione. Una volta che il primo terzista ha eseguito la lavorazione (FASE 1), invia il semilavorato dal secondo terzista (magazzino n. 3), nel quale avremo già fatto pervenire la materia prima MP4, ordinata precedentemente al fornitore che l'avrà consegnata nel magazzino 1. Ultimata la seconda lavorazione (FASE 2), il semilavorato viene inviato al terzo terzista, ma non direttamente; la merce viene consegnata a noi dal secondo terzista, poi noi la invieremo al terzo. Una volta che il terzo terzista ha eseguito la lavorazione (FASE 3), ci ritorna il semilavorato, al quale aggiungeremo la materia prima MP6 (ordinata al fornitore come per MP1 e MP2) per produrre il prodotto finito (FASE 4). Come sono state compilate le griglie? Partiamo dalle prime 3 righe: come 'fase iniziale' è stato indicato 1, in quanto le 3 materie prime devono venir consumate tutte in quella fase. Nello specifico, MP1 e MP2 hanno come provenienza 'MAGAZZINO', visto che la merce, prima di essere inviata al magazzino di produzione (nel nostro caso il 2), deve venir consegnata sul magazzino 1. Come magazzino è stato indicato 1 (ovvero il numero del magazzino di dove si vuole che la merce venga depositata prima di essere inviata al magazzino produzione), come ulteriore magazzino –1, ovvero la merce viene ordinata a fornitore. Per l'articolo MP3, la provenienza è 'FORNITORE', visto che si vuole che la merce in ordine venga consegnata direttamente nel magazzino produzione, il magazzino è –1 in quanto deve essere ordinata subito al fornitore, l'ulteriore magazzino è 0, in quanto non significativo. La quarta riga, l'MP4, si comporta come MP1, visto che il fornitore deve consegnarla sul magazzino 1, per poi essere spedita al secondo terzista (magazzino 3). L'unica particolarità è il numero di fase: è stato indicato 2 in quanto è in quella fase che deve venir consumato. Stessa cosa per ma quinta riga (MP6). le righe sono state contraddistinte dal numero di fase, uno per ogni lavorazione che deve venir eseguita. Il codice della fase deve essere uguale a quello indicato nell'anagrafica dell'articolo nel dettaglio delle fasi. Nei primi tre casi, la colonna 'TERZISTA' è stata compilata con 'lavorazione esterna a fasi', dato che la lavorazione viene eseguita da 3 terzisti. Nella quarta riga (fase 4) è stato indicato 'lavorazione interna a fasi', visto che viene eseguita internamente. La colonna 'magazzino' identifica il magazzino dove deve venir cercata la merce da produrre (per consumare una eventuale rimanenza). Qualora la merce non sia presente, oppure lo sia in un quantitativo non sufficiente, la merce verrà fatta produrre sul magazzino indicato nella colonna 'ulteriore magazzino' se risulta compilata con un valore diverso da 0, diversamente verrà fatta produrre sul magazzino indicato nella colonna 'magazzino'. Qualora la merce sia fatta produrre sul magazzino indicato nella colonna 'ulteriore magazzino', successivamente verrà fatta trasferire nel magazzino indicato nella colonna 'magazzino' (sempre che i due magazzini non siano uguali). Nell'esempio, per le fasi 1, 3 e 4 sono stati indicati i magazzini nella colonna 'magazzino', visto che è li chela merce deve venir cercata ed eventualmente prodotta. Nella seconda fase il 'magazzino' è stato compilato con il n. 1, mentre l'ulteriore magazzino' con il n. 3: questo perché la merce deve venir cercata nel magazzino 1 (vedi esempio), se mancante deve venir prodotta sul magazzino n. 3, quindi trasferita sull'1 prima di essere inviata al terzista per la lavorazione successiva. COMPILAZIONE GRIGLIA MATERIALI NB: Nel materiali il magazzino è da gestirsi come per le distinte basi non gestite a fasi. Fase inizio:è la fase in cui il materiale deve essere coinvolto (FASE RIFERITA AL PADRE) Fase figlio: è, insieme al codice articolo, l'elemento che identifica l'articolo in maniera univoca (art PROVA fase 1 = TUBO TAGLIATO, art PROVA fase 2 = TUBO VERNICIATO) Quelle sotto esposte sono le uniche casistiche contemplate. 1) MP1 = Materia prima Se lavorazione interna: verifico se è presente nel magazzino 1. Se manca la ordino al fornitore Se lavorazione esterna: verifico se è presente nel magazzino produzione. Se manca la ordino al fornitore con consegna sul magaz. 1, poi lo spedisco al magazzino produzione 2) MP1 = Materia prima: Se lavorazione interna: verifico se è presente nel magazzino produzione, se manca la ordino al fornitore Se lavorazione esterna: verifico se è presente nel magazzino di produzione, se manca la ordino al fornitore con consegna nel magazzino di produzione 3) SL1 = Semilavorato: Se lavorazione esterna e semilavorato prodotto internamente: verifica se è presente nel magazzino di produzione. Se mancante lo produce sul magazzino 1 4) SL1 = Semilavorato: Se lavorazione esterna e semilavorato prodotto esternamente: verifico se è presente nel magazzini di produzione. Se mancante lo faccio produrre al primo terzista, poi lo invio al secondo facendo passare il semilavorato per il mio magazzino (magaz. 1) 5) SL1 = Semilavorato: Se lavorazione esterna e semilavorato prodotto esternamente: verifico se è presente nel magazzini di produzione. Se mancante lo faccio produrre al primo terzista, poi lo invio al secondo terzista direttamente. Se lavorazione interna e semilavorato prodotto esternamente: verifico se è presente nel magazzini di produzione. Se mancante lo faccio produrre al terzista. 6) SL1 = Semilavorato: Se lavorazione interna e semilavorato prodotto internamente: verifico se è presente nel magazzini di produzione. Se mancante lo produco. N.B.: l'elenco sopra esposto è valido anche se il figlio è un semilavorato gestito a fasi (ovviamente deve essere un articolo con codice diverso da quello da produrre). COMPILAZIONE GRIGLIA LAVORAZIONI Fase: è la fase in cui la lavorazione deve essere eseguita (FASE RIFERITA AL PADRE) Per lavorazioni eseguite internamente il centro di lavoro deve essere interno, così come il magazzino di produzione e, nella colonna 'terzista', selezionato 'lavorazione interna a fasi'. Per lavorazioni eseguite esternamente il centro di lavoro ed il magazzino di produzione devono essere esterni; nella colonna 'terzista' selezionare 'lavorazione esterna a fasi'. Magazzino / magazzino ulteriore: funzionano come per i materiali, tenendo presente che il prodotto da produrre è la lavorazione con numero di fase successivo a quella che si sta trattando. Un esempio:
La lavorazione da eseguirsi alla fase 1 è interna, così come la lavorazione alla fase 2. in questo caso basta indicare il magazzino di produzione nella colonna 'Magazzino'. La seconda lavorazione è da eseguirsi sempre internamente, ma quella alla fase 3 è esterna: occorre indicare il magazzino di produzione sia nella colonna 'magazzino' che nella colonna 'magazzino ulteriore'. La terza lavorazione è eseguita esternamente, così come la quarta. Occorre indicare il magazzino di produzione (ovviamente un magazzino di merce c/o terzi) solo nella colonna 'magazzino'. La quarta fase è una lavorazione esterna, la quinta invece è interna. La redazione delle colonne avviene come nel caso precedente. La quinta fase, quella che produce il finito, è interna. Basta compilare la colonna 'magazzino' con il codice del magazzino di produzione interno. Segue un riepilogo dettagliato delle uniche soluzioni possibili nella griglia delle lavorazioni
Nelle distinte basi gestite a 'Fasi' non è possibile selezionare, nella colonna 'Terzista', le voci 'intera' e 'terzista', ma solo le voci a fasi. Per i prodotti finiti, indipendentemente che siano gestiti a fase oppure no, il magazzino di produzione è quello memorizzato in anagrafica articolo. Per gli articoli gestiti a fasi, se lanciati da lista di produzione risultano essere sempre prodotti finiti. In questo caso il magazzino produzione è quello indicato in 'magazzino produzione' della griglia delle lavorazioni in distinta base, se mancante viene preso il magazzino produzione indicato in anagrafica articoli. Apportiamo una variazione alla distinta ... Nella distinta base sopra esposta, il materiale di cui alla fase 2 è prodotto internamente, quindi avremo: - la prima fase fatta da terzista - la seconda fase fatta internamente - la terza fase fatta da terzista - la quarta fase fatta internamente Le griglie saranno così composte: GRIGLIA MATERIALI (nessuna variazione)
GRIGLIA LAVORAZIONI (variamo le righe corrispondenti alle fasi 2 e 3) Le modifiche sono state le seguenti: Vecchia riga: Nuova riga : Nella fase 2, il magazzino è stato variato da 3 a 1, visto che la lavorazione deve venir eseguita internamente. è stato compilato il 'magazzino ult' con lo stesso codice della colonna 'magazzino' per il fatto che la lavorazione successiva è esterna. (vedi istruzioni sopra...) Nella distinta base iniziale, aggiungiamo un semilavorato tradizionale come materiale da utilizzare nella produzione del semilavorato alla fase 2. La distinta base sarebbe: In questo caso la griglia dei materiali è la seguente:
La griglia delle lavorazioni non subisce variazioni. Come si può notare il semilavorato viene trattato come qualsiasi materia prima. Casi più complessi possono prevedere PROVENIENZA = 'terzista' e MAGAZZINO = 'codice magazzino terzista' qualora il semilavorato 'gestito in modalità non a fasi', venga prodotto su un magazzino terzista... La predetta sarebbe una soluzione mista, con parte della distinta gestita a fasi e parte no. In questo caso la compilazione andrebbe eseguita seguendo le regole della distinta base non a fasi per il semilavorato, e per quella a fasi per tutta la parte in cui il padre è contraddistinto da un numero di fase. |
 |  |  |  |  | |
 |  |  |  | ||
 | |||||